19
Jan
2021

Liquid ring vacuum pumps are a kind of rotating positive displacement pumps. They are coarse vacuum pumps, which can obtain pressure but can also be used as a compressor. These vacuum pumps provide process vacuum in industrial applications such as electrical power, chemical, food, beverage processing, environmental, pharmaceutical, marine and mining, oil and gas, pulp & paper, and textiles.
The liquid ring vacuum pump is a simple operating machine with no contacting parts making it safe and reliable for handling dirty and hazardous gas. As sealants, these pumps utilize water or other compatible liquids. These liquid vacuum pumps are generally available in single and dual stage designs but can be configured as compressors for more adaptability.
After understanding what a liquid ring vacuum pump is, let us study the construction and working principle of it.
Construction
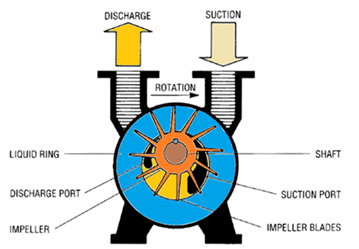
As shown in the above figure, in a liquid ring vacuum pump, the pumped gases or vapours are sucked via a suction inlet into the motor unit and are pushed out through the discharge outlet. There is an impeller with impeller blades located in the cylindrical housing or liquid ring. The impeller is placed eccentrically relative to the liquid ring. The liquid ring or housing also contains seal liquid, fed through the operating liquid port on the top of the housing, and is pumped out together with the pumped gases through the discharge outlet.
Working
The liquid ring vacuum pump works on the same principle as the rotary vane pump, but in this pump, the vanes are an essential part of the rotor and churn the rotating liquid ring to form the compression chamber seal. It is designed to be low-friction with only one moving part known as a rotor. The sliding friction is restricted to the shaft seals and is powered by an induction motor.
When the impeller spins, the seal liquid forms the ring inside the pump, creating a small chamber for trapping the gas. During the complete rotation of the impeller, the following steps occur;
The rotor axis is located eccentrically from the body, which allows the liquid to fill the impeller cells with seal fluid by centrifugal acceleration. It creates a moving cylindrical ring against the inside of the housing.
The liquid ring lifts off the impeller hub during the first half rotation. The space between the impeller cells increases, and the gases are pumped in through the suction inlet. This process continues till the impeller moves to the lower vertex, where the space between the cells is largest and free of seal fluid.
The liquid ring again approaches the impeller hub during the first half rotation. In this, the space between the cells decreases, leading to a reduction in volume. The pumped gases are compressed and pushed out through the discharge outlet.
Thus during each rotation, the gas and air are sucked into the pump through the suction inlet, then the gas is trapped and compressed in compression chambers, and lastly, it is delivered to the discharge outlet. The discharged compressed gas contains a small amount of working liquid, which has to be removed in the vapour-liquid separator. The flow of cooler seal fluid continuously replaces the seal fluid.
The Bottom Line
A large number of impeller blades leads to continuous operation and non-pulsating discharge. In a vacuum pump, if the suction inlet is connected to a closed system and the discharge outlet to the atmosphere, then the pump draws gases from the system and discharges them into the atmosphere, thus acting as a vacuum pump. But if the connections are vice versa, then the pump draws gas from the atmosphere and discharges it into the system, thus acting as a compressor.
Hence, the liquid ring vacuum pump has an advanced design, giving an optimum reliable performance in a harsh industrial environment. They are an economical and robust solution engineered to meet the specific requirements of the customer.

Writer



Reach out to us
Share your requirement with us. Out team will respond promplty
Our Journey Started in 1996 as "Harsh Industrial Services" providing Industrial Pumping Solutions to major companies in Chemical and Pharmaceutical sector across the State of Gujarat.
© HIS Pumps 2026. All Rights Reserved. | Designed & Developed by : Webyou Technologies