Efficient & Cost-Effective Vacuum Pumping Solution: Closed Loop Liquid Ring Vacuum Pump System for Specialty Chemicals
Discover how our Closed Loop Liquid Ring Vacuum Pump System highly beneficial in chemicals manufacturing industry by offering a high-efficiency, low-water-use solution that eliminates the need for cooling towers.
In the dynamic and ever-evolving world of chemical manufacturing, the importance of efficient and sustainable practices cannot be overstated. It's not just about compliance or meeting industry standards anymore; it's about taking proactive steps towards environmental stewardship while maintaining operational efficiency. This balance is critical in the sector, where the demand for the solutions that cater to unique industrial requirements is increasingly prominent. Our latest breakthrough—a Closed Loop Liquid Ring Vacuum Pump System—addresses these needs head-on, offering a tailored solution that champions both efficiency and sustainability.
High-Efficiency, Low-Water-Use Pumping System: Meeting the Client's Challenge
A leading chemical company, specializing in industrial preservatives and chemicals Manufacturing across various sectors, approached us with a specific set of requirements. They were in search of a cost-effective pumping system that minimized water usage without relying on a conventional cooling tower. Their unique production unit demanded an Solution to handling waste materials generated during the production of chemicals. The key was a high vacuum system that operated with minimal water usage, an essential factor in optimizing their distillation processes and maintaining environmental sustainability.
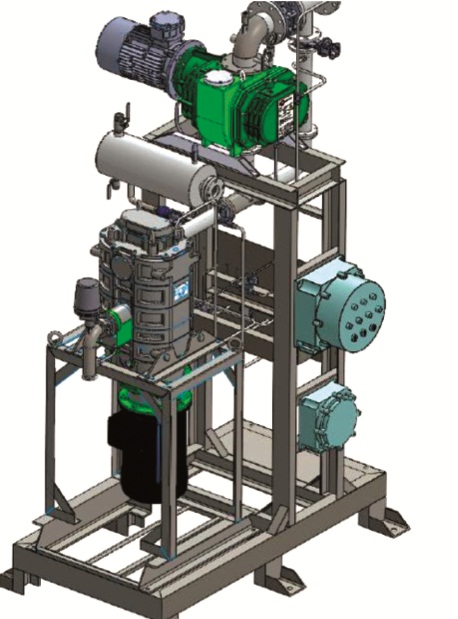
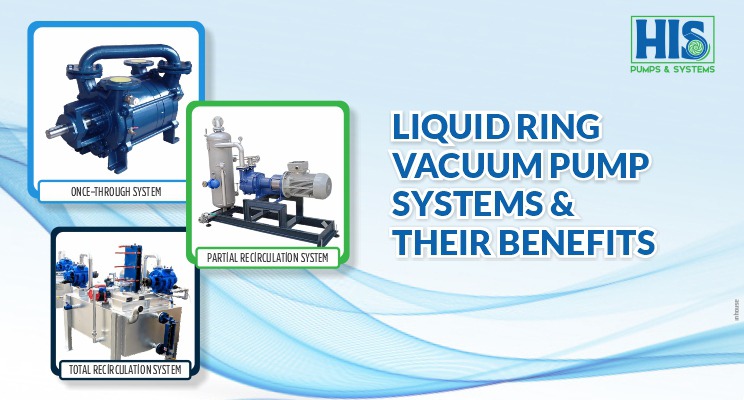
The Solution: Liquid Ring Vacuum Pump with Mechanical Booster in a Closed Loop/Total recirculation System
Our solution was to design and implement a state-of-the-art liquid ring vacuum pump, augmented with a Mechanical booster, and integrated into a closed-loop system. This system is designed to efficiently Deliver a flow rate of approximately 1000 m³/hr while achieving an ultimate pressure of ~5 torr. In this system, the sealing liquid is fully re-circulated in the system. The discharged heat is removed with the help of a heat exchanger. The sealing fluid is reintroduced into the pump. By focusing on minimal effluent load, we aligned the system with the client's Water Saving objectives, providing an eco-friendly operation model that significantly reduced the effluent treatment cost.
Key Benefits of System:
- Closed Loop Design: The closed-loop/total recirculation system eliminates the need for a separate cooling tower, streamlining the setup and significantly reducing overall water usage and Cost of effluent treatment for the company.
- High Flow Rate and Optimized Efficiency: The liquid ring vacuum pumps, enhanced by a mechanical booster, achieve an impressive flow rate of approximately 1000 m³/hr while attaining an ultimate pressure of ~5 torr. This ensures both efficient handling of chemical processes and promotes smoother manufacturing operations.
- Versatile and Sustainability: our system is ideal for gas and high-vapor services, catering to diverse applications, especially in landlocked areas where water Saving is crucial, showcasing a commitment to sustainability goals.
Connect with Us for Eco-Friendly, Efficient Pumping Solutions
If your manufacturing processes face similar challenges and you're in search of an eco-friendly, efficient pumping solution, we invite you to reach out. Our team is dedicated to providing customized solutions that meet your unique needs, ensuring that you achieve both operational excellence and Reduce effluent treatment cost.
For more queries or inquiries, please contact:
Mr. Harsh Shah
Product Manager - Vacuum Division
harsh@harshindustrial.com